


I was asked by my daughter to make a small foot stool for my grand daughters birthday. This was a perfect opportunity to create a CNC project for the website and provide a cool gift as well.
The Design
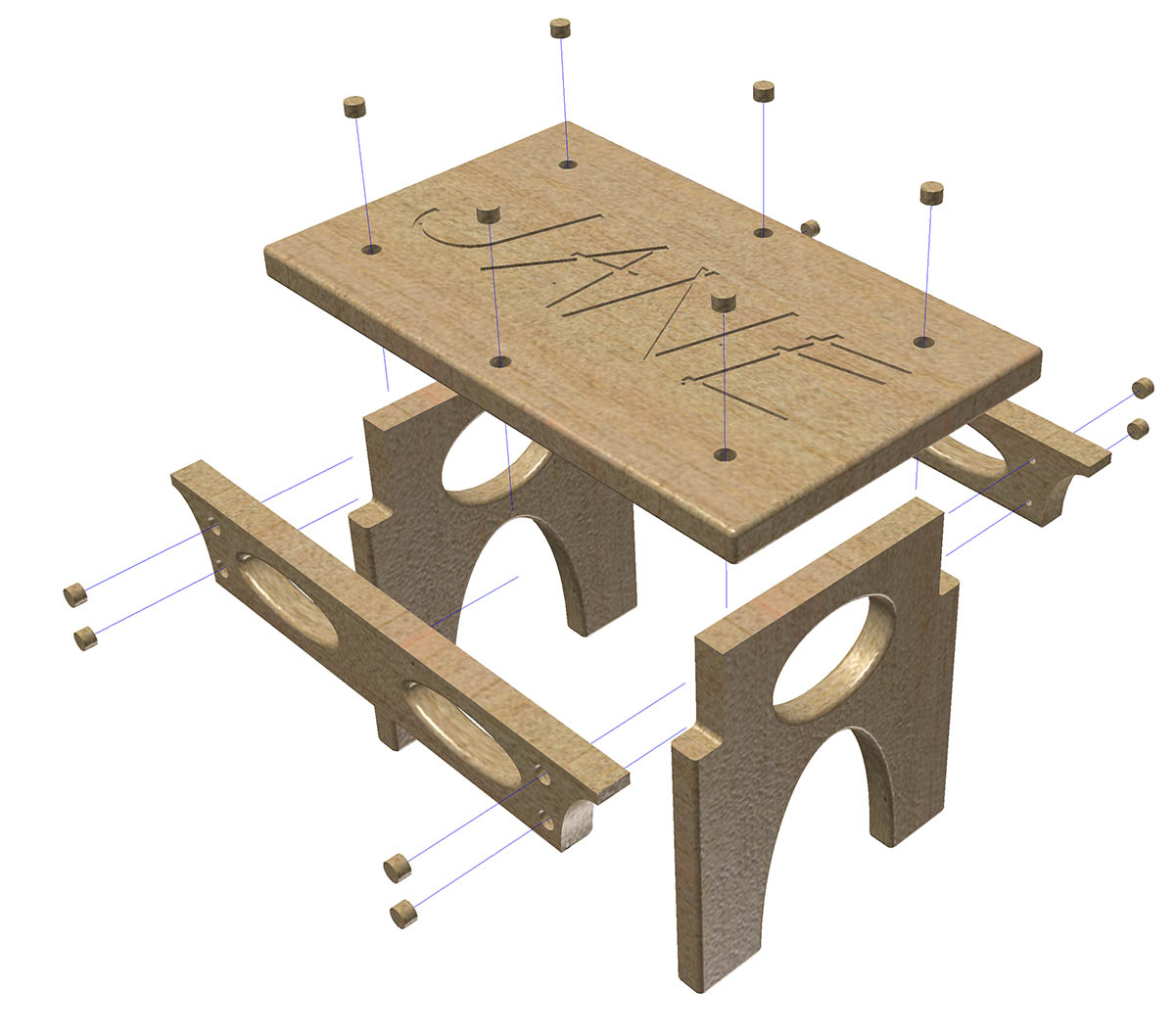
I came up with the design shown here.
The top is 12.5" wide, and 7.5" deep. It sits bout 8.75" from the ground.
The braces attach to the legs via four screws which are covered with 3/8" plugs. These can be the button type or flush plugs.
The top is held in place with six screws and covered with flush plugs.



The stool consists of five parts.
- One Top
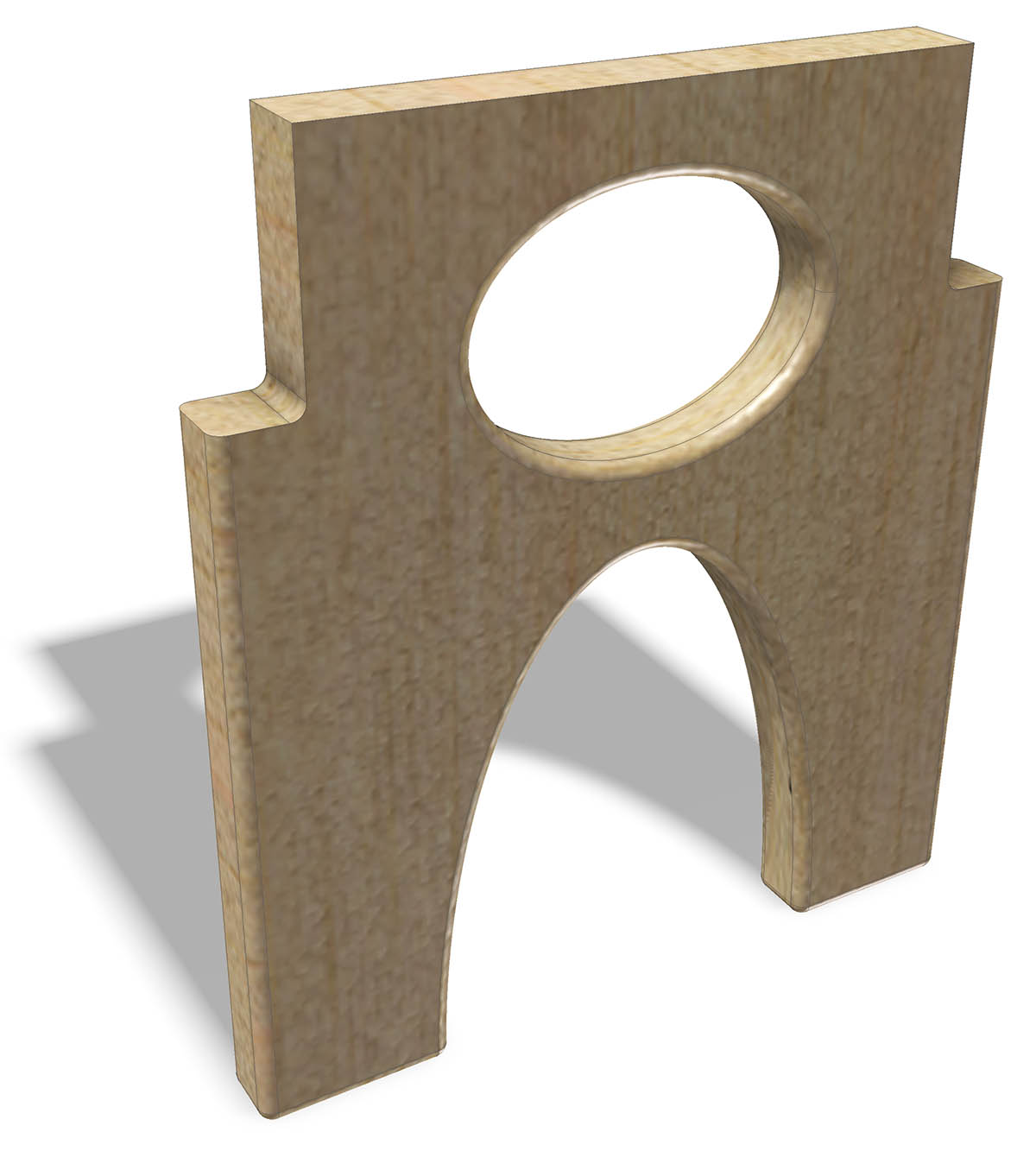
- Two Legs
- Two Braces
The Materials



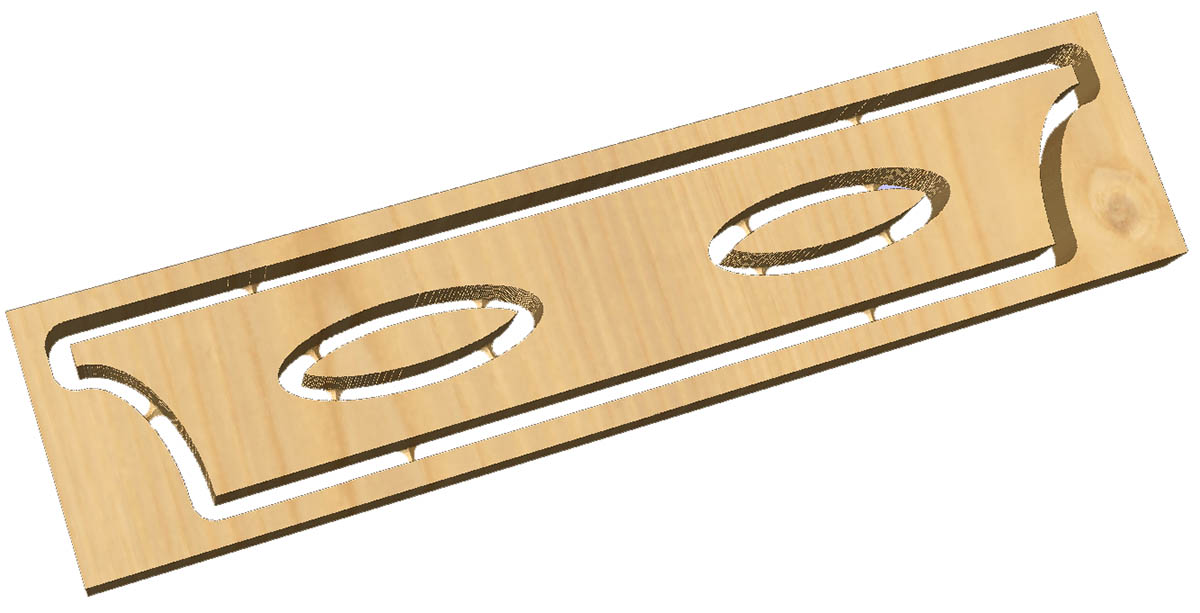
For this project I'm using a, 18" x 48" edge glued panel. These are available at most home centers for under $20. Home Depot sells several sizes of these panels.
Only half the 18" x 48" panel is used, so you will need to cut the panel in half. Most home centers will do this at no charge.
Since the 18" width is nominal, it is actually 17-7/16" wide. If you cut the board in half you will also end up with a height slightly less than 24" This is OK.
The panel is sanded smooth so it is .68" thick.
The Process

The stool was designed in full 3D, using Autodesk Inventor.
The individual parts were then opened as 2D drawings then exported as PDF files
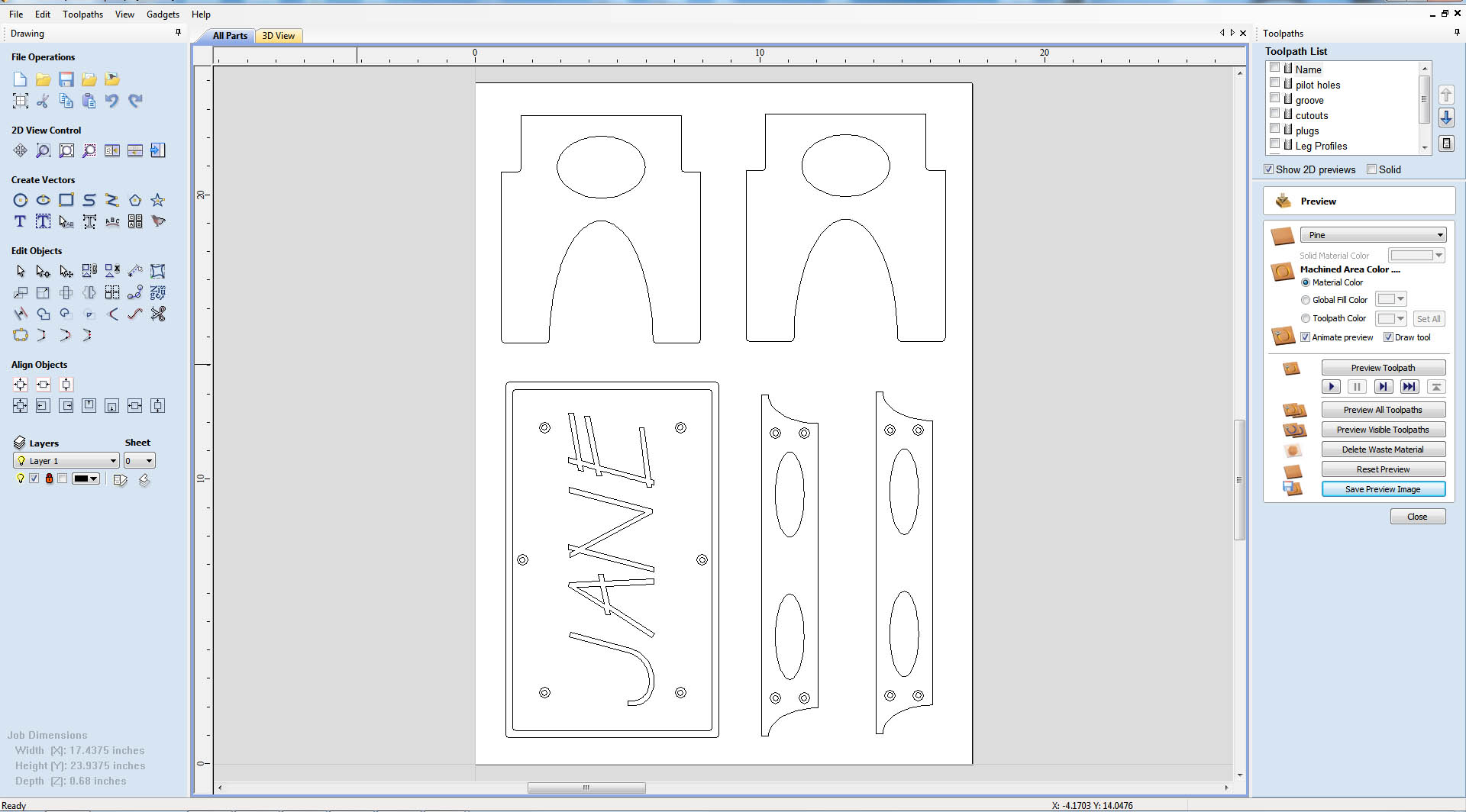
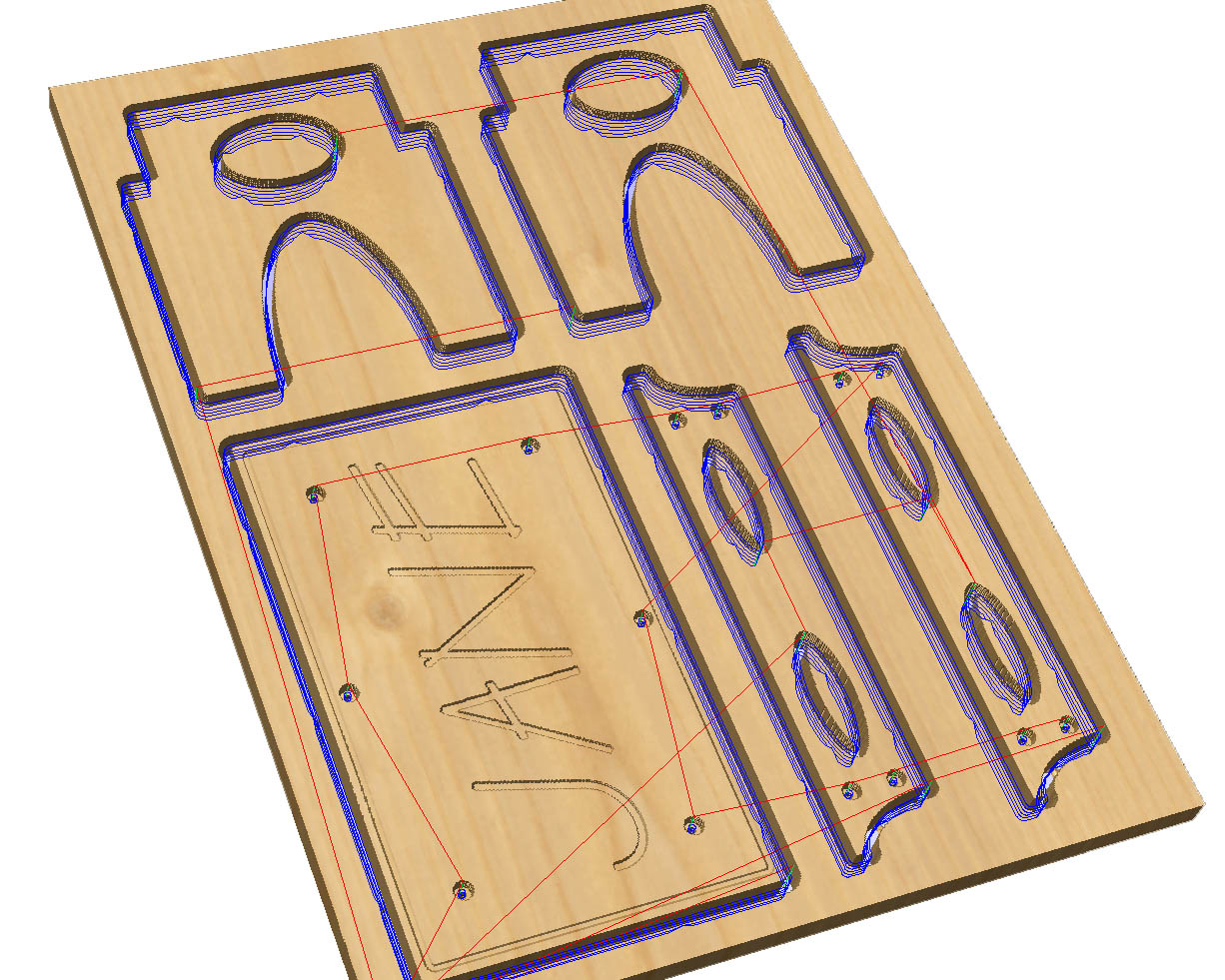
I wanted to cut all the parts at once. The problem is that Vcarve does not have a provision for bringing in several PDF files (or any other) into a single Vcarve file.
To make this work I actually created a separate Vcarve file for each part. I was then able to cut the drawing from one instance of Vcarve and paste it into my composite Vcarve file.
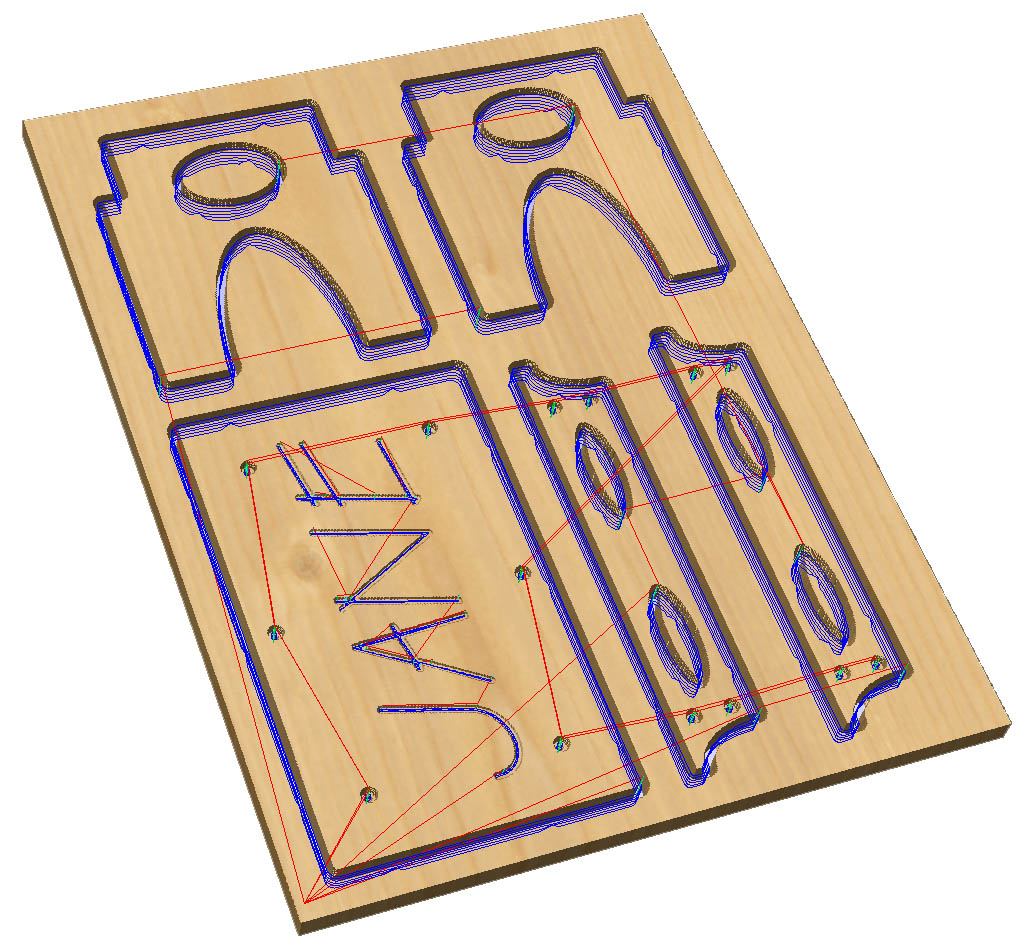
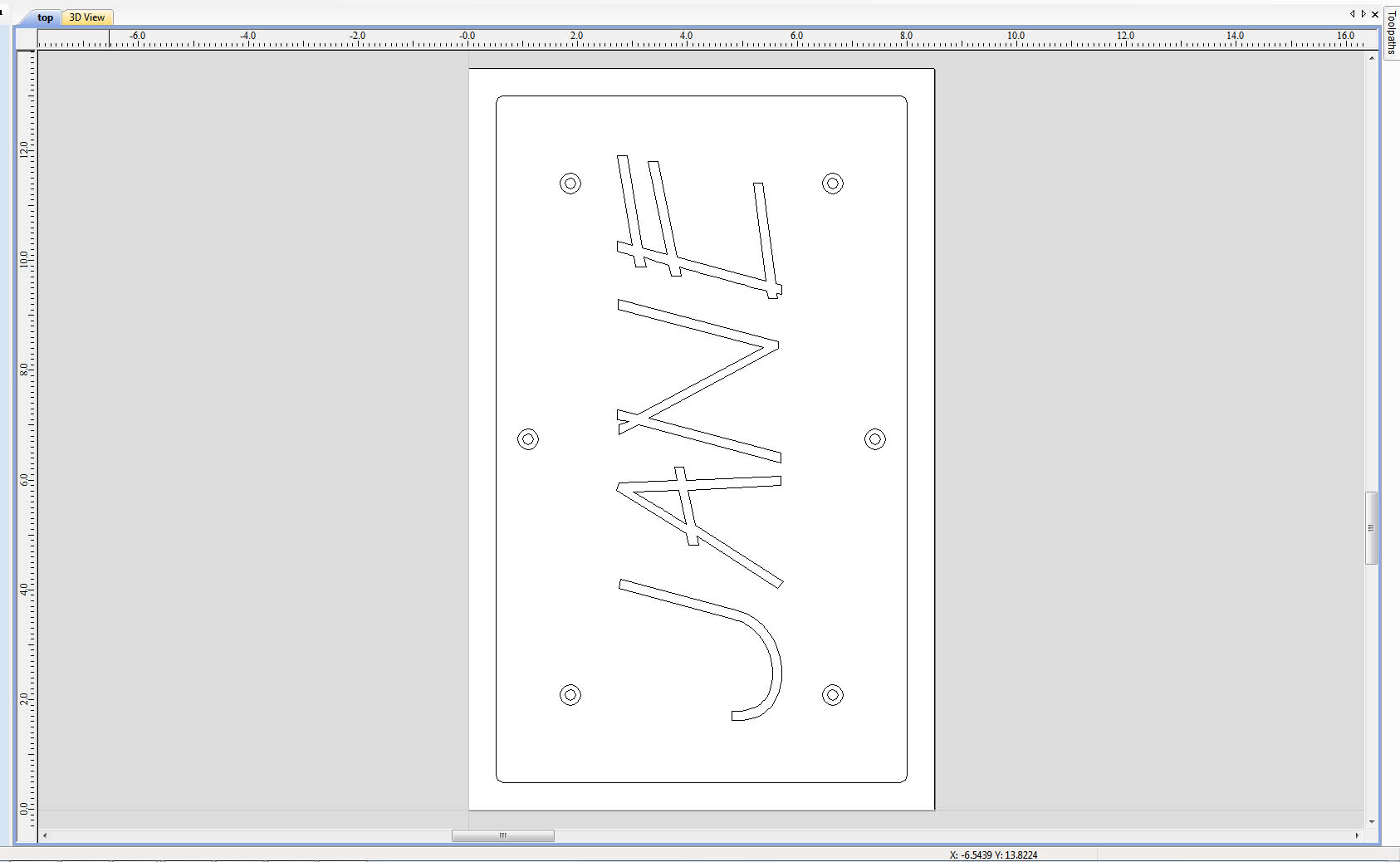
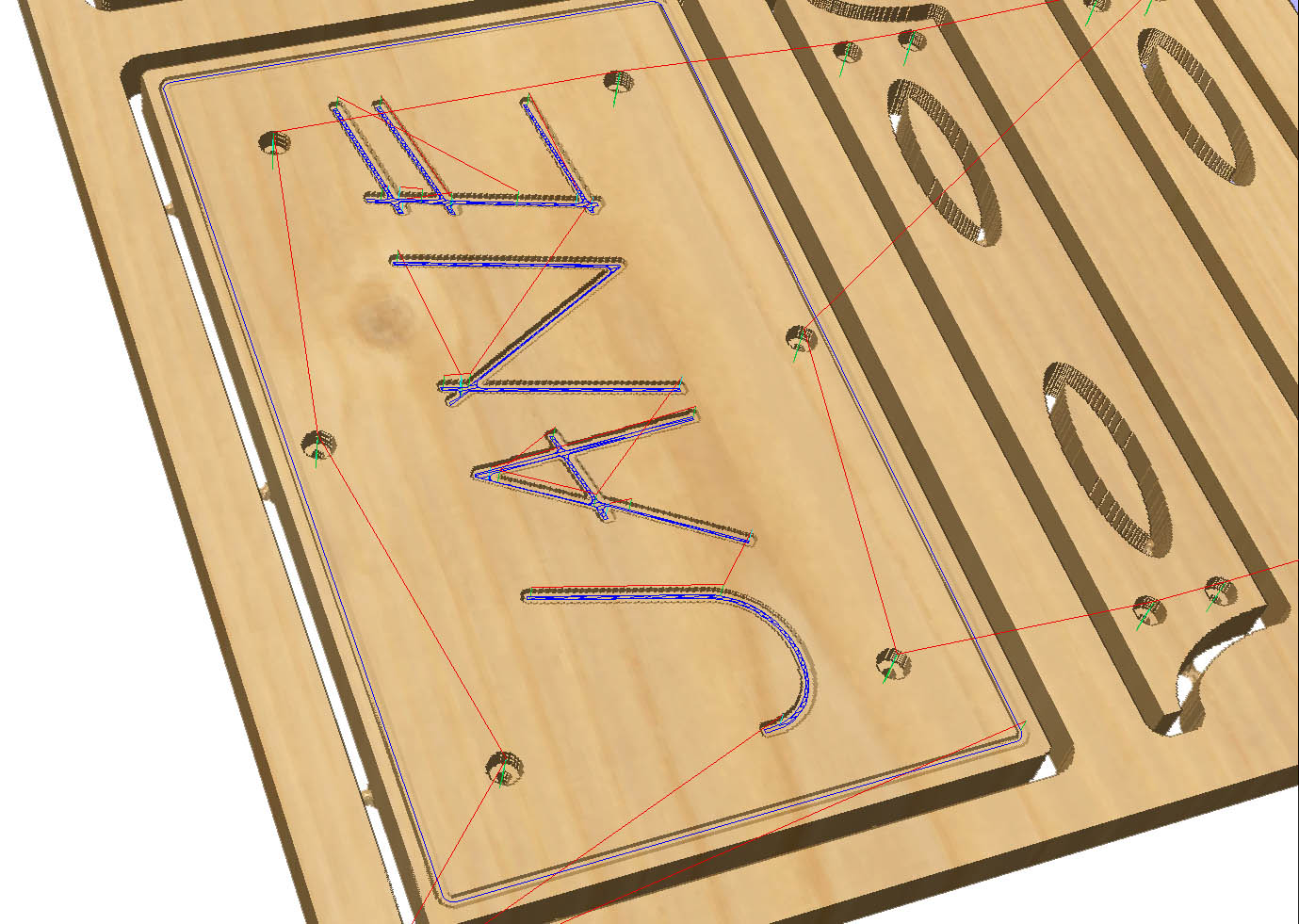
With all the parts now in Vcarve, I added the tool paths.
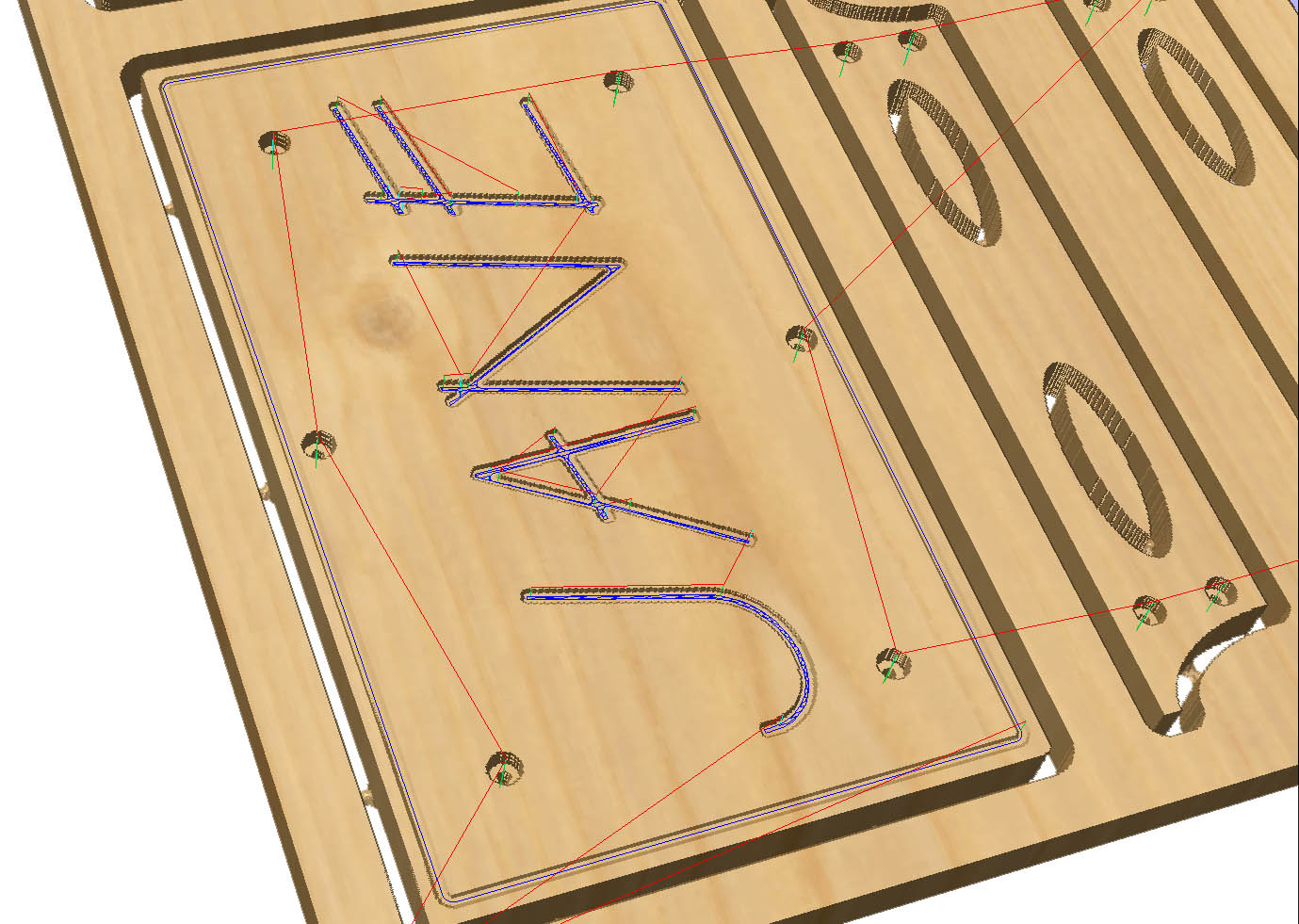
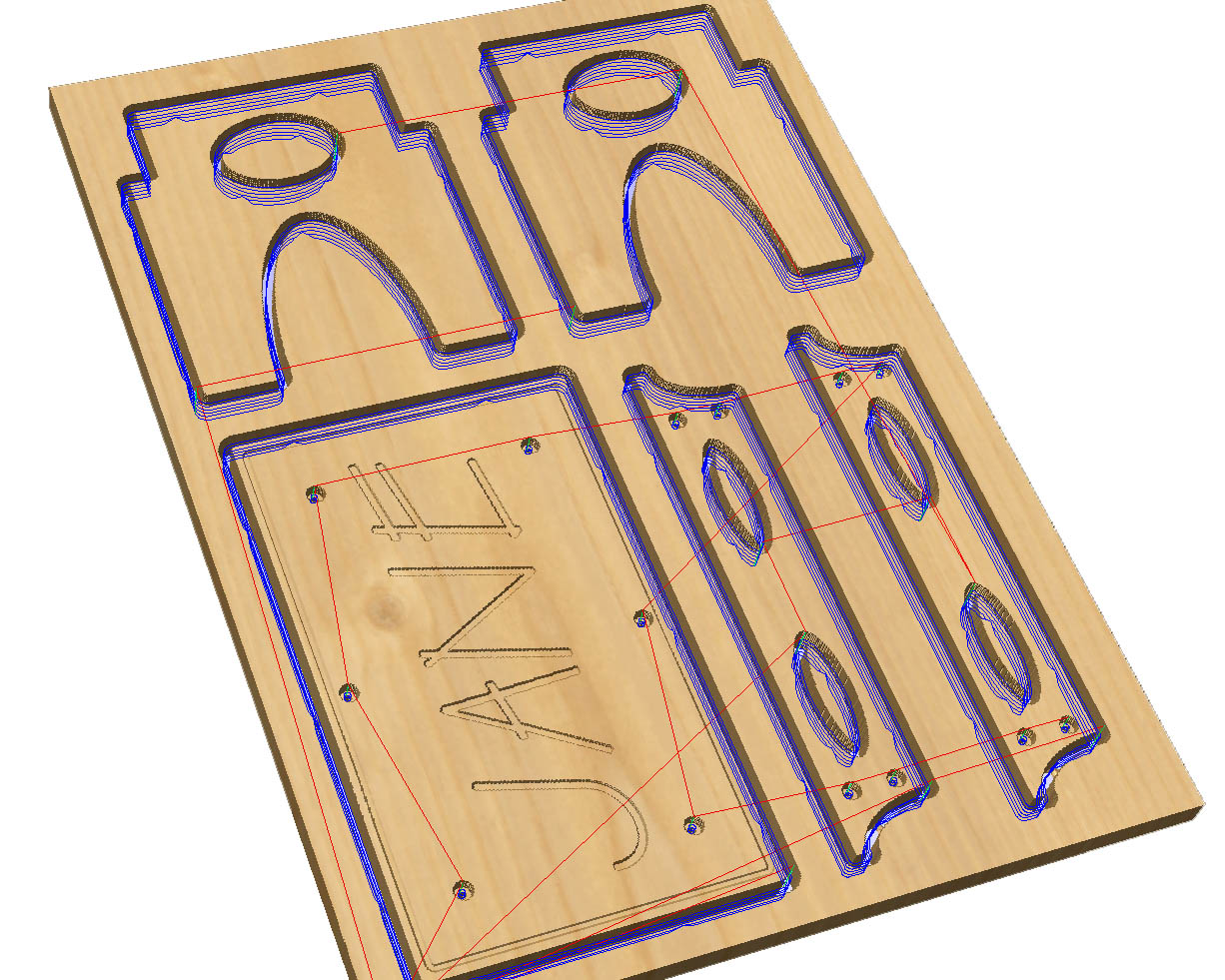
To create the name and groove in the top part a 1/8" spiral bit is used. This bit is also used to create all the pilot holes.
To cutout the parts, I use a 1/4" spiral bit.
I export the Gcode for each separately so I can mill them separately.
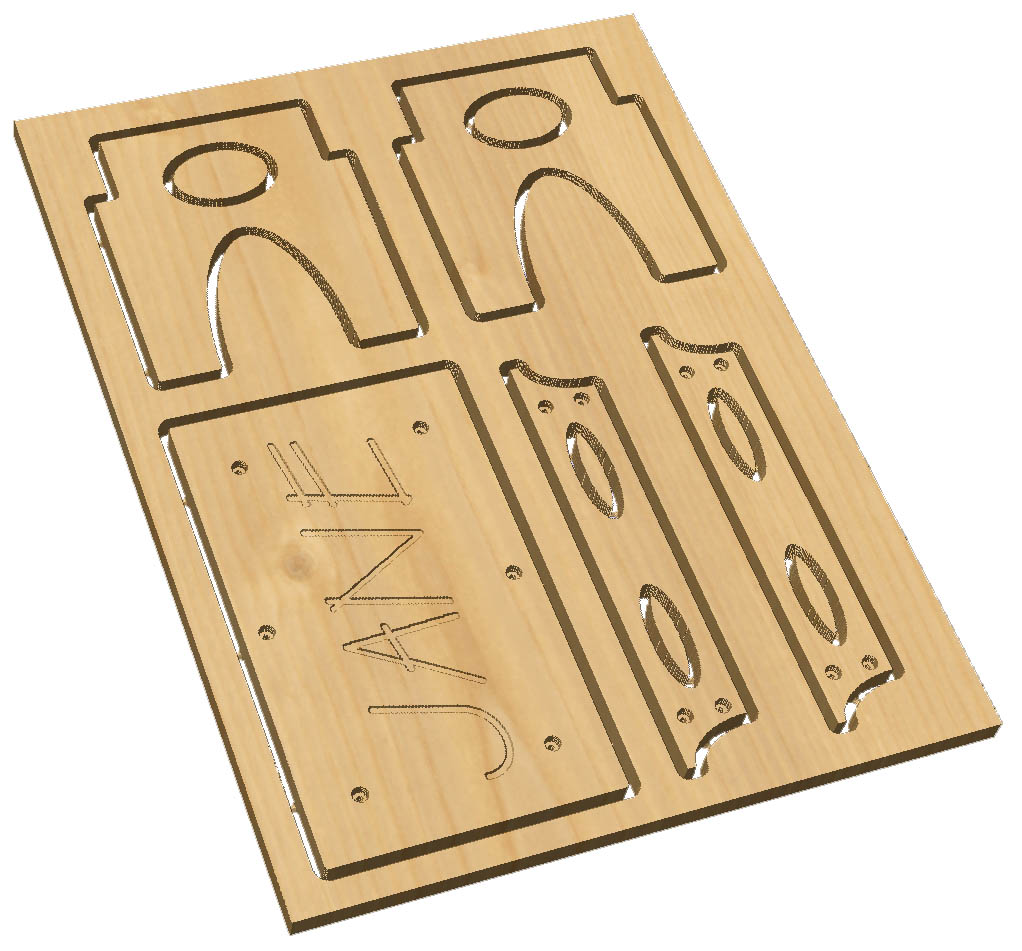
Making the Parts


An 18" x 24" wasterboard is added, and the stock is clamped in place.
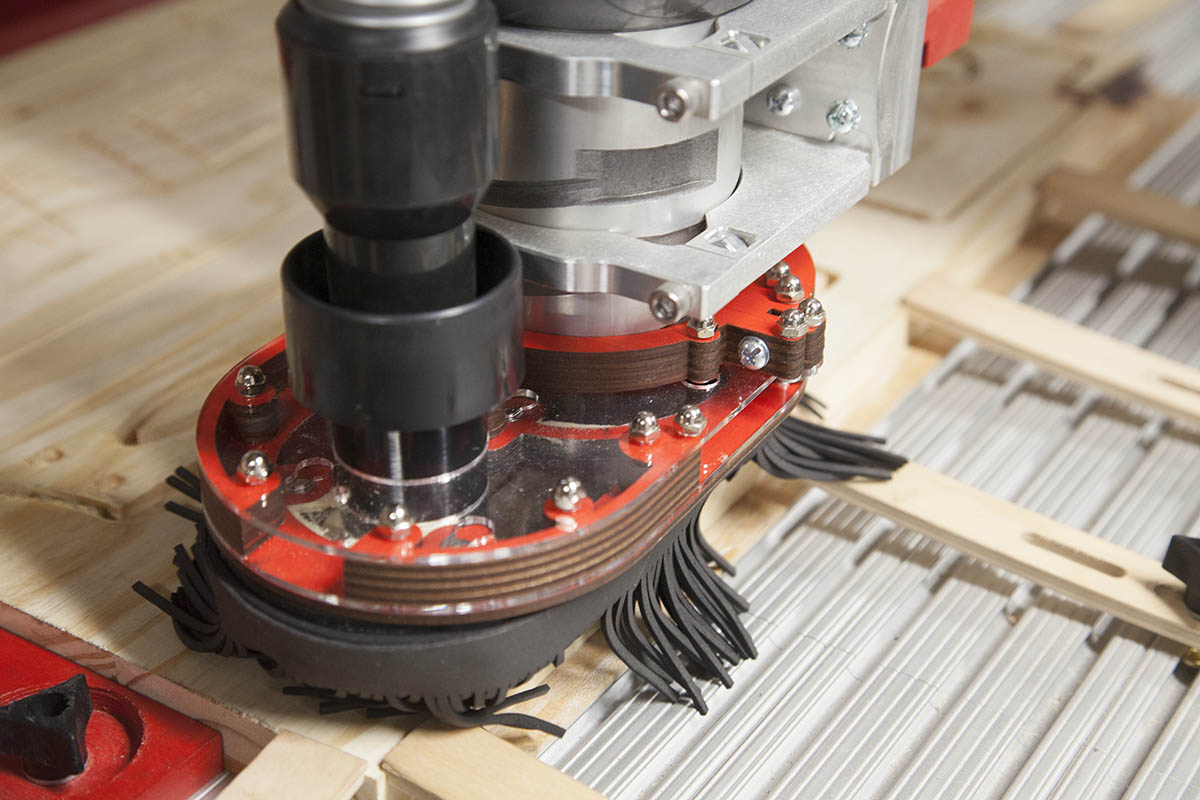
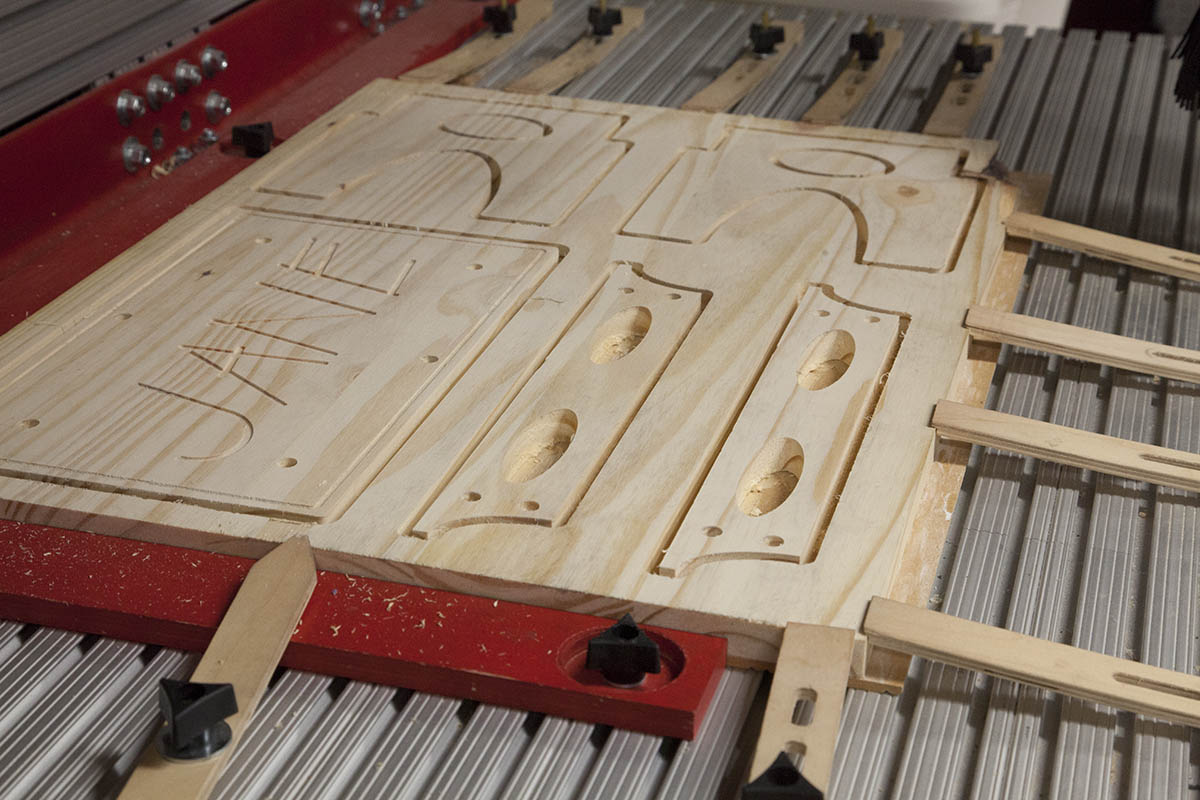
The name/groove/pilot Gcode is loaded and milled with a 1/8" bit.
The profile Gcode is then loaded and milled with a 1/4" bit.
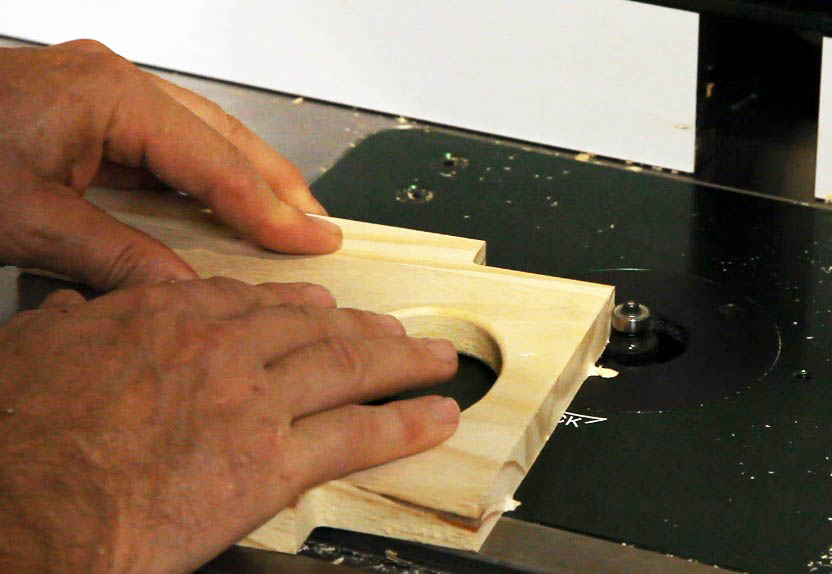


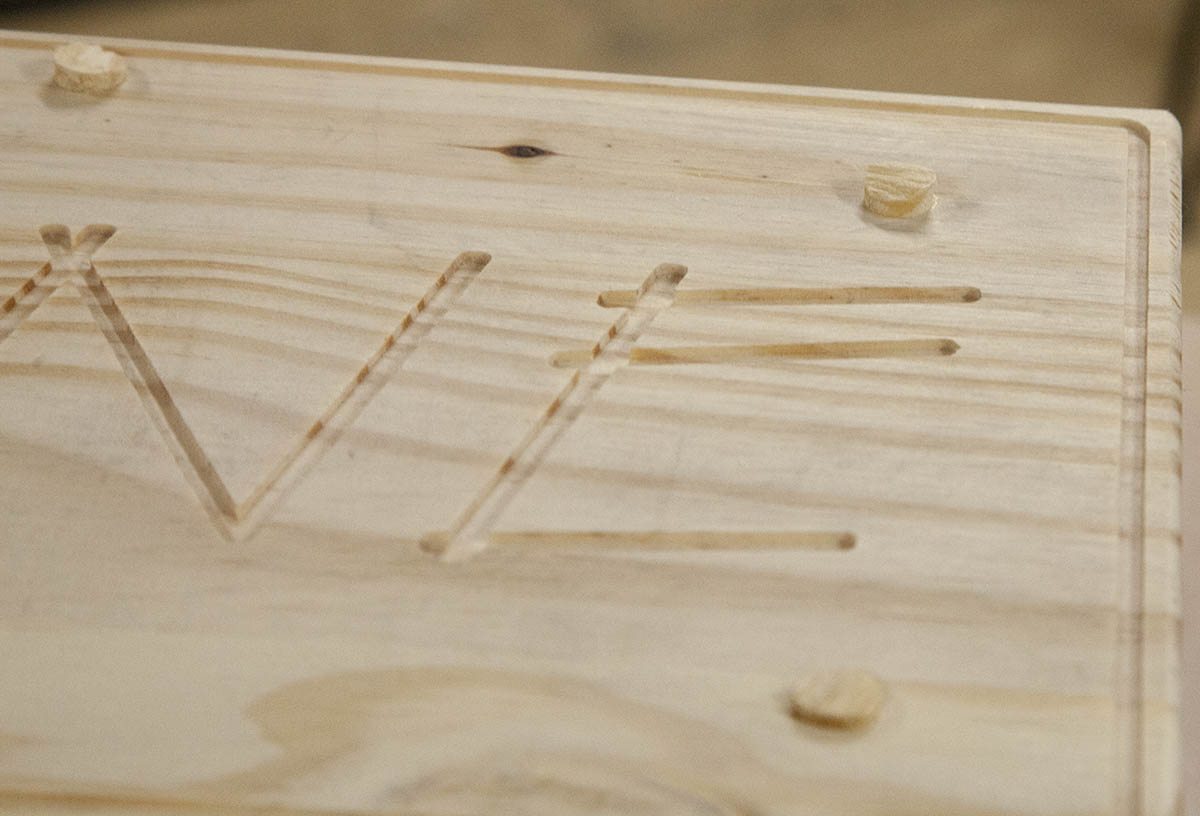
The parts are removed and all the tabs are milled off using a 1/8" round over bit using a router table. I also round over all edges except the notch area on the legs.
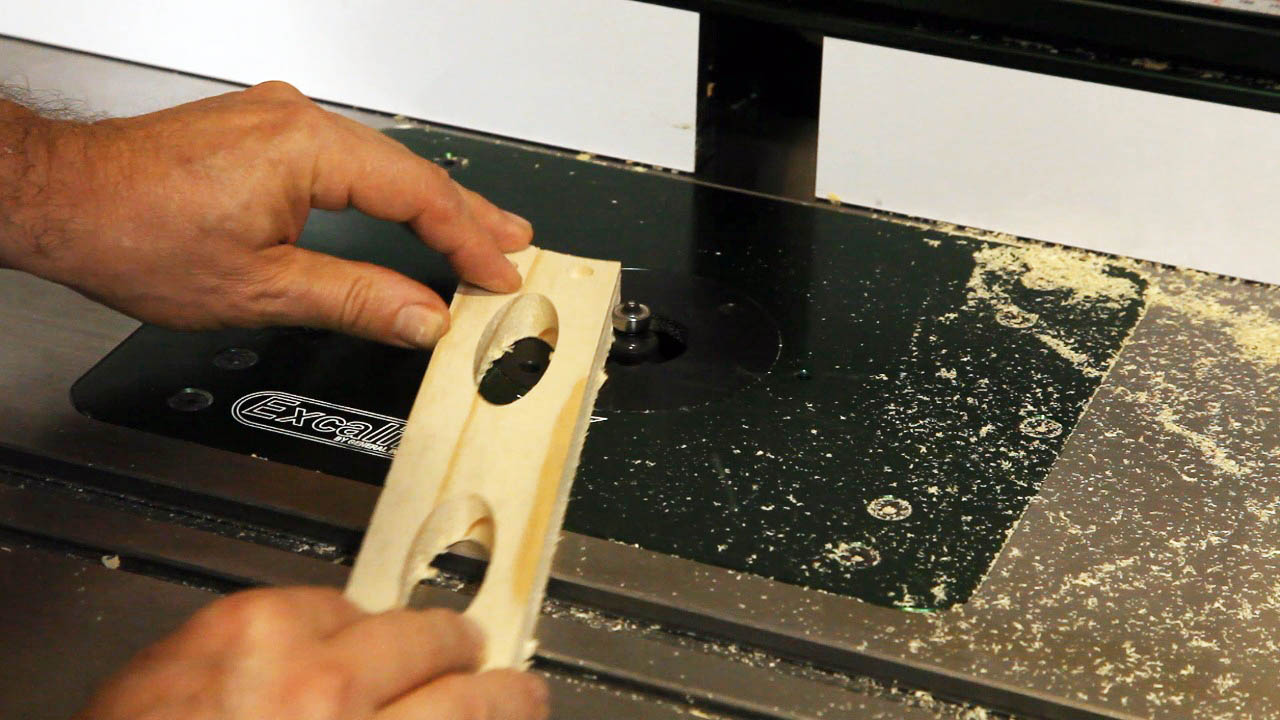

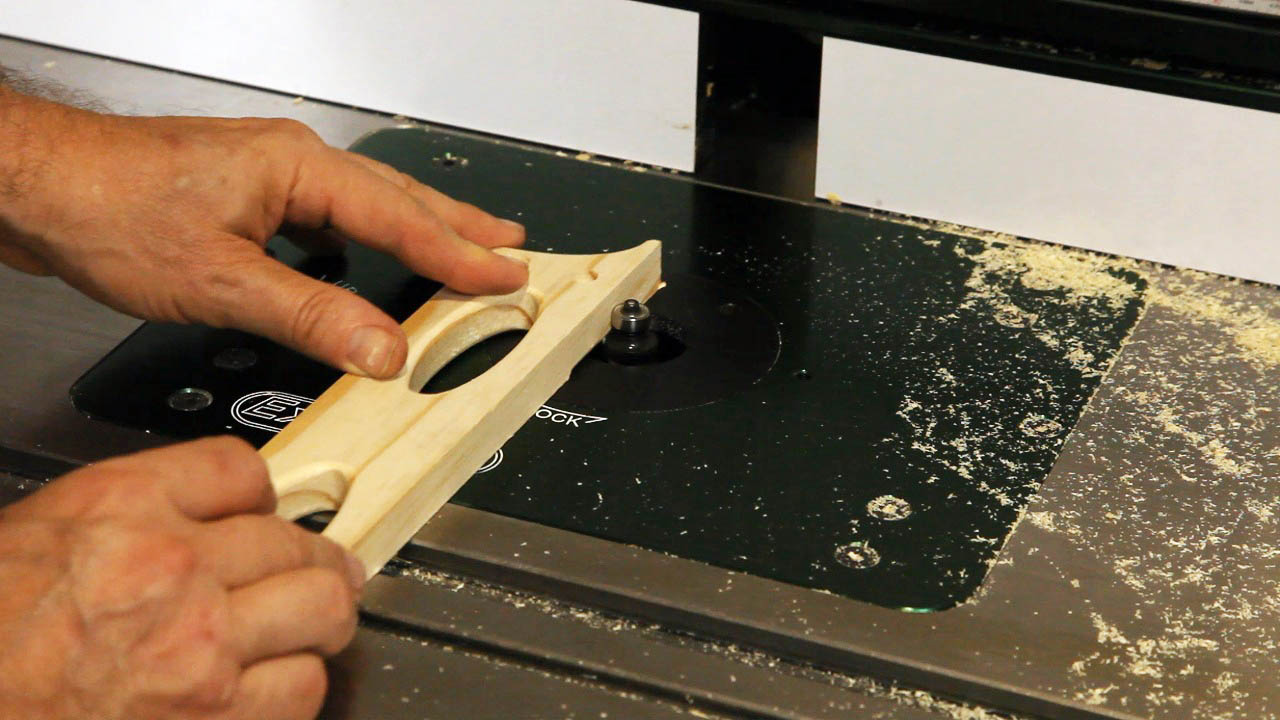
On the brace I round over the bottom edge opposite the pilot holes. This is done so that the part fits the profile of the leg notch.
I then round over the curved edges and hit all the tabbed areas.

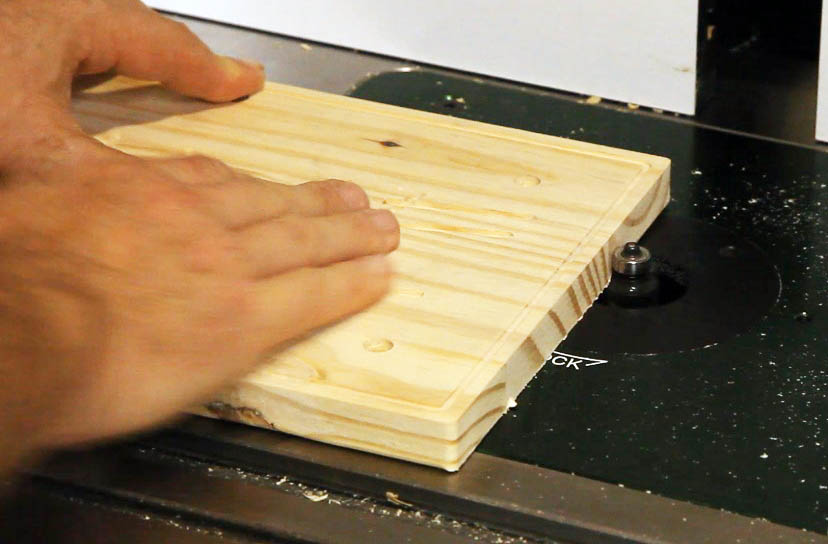
All edges on the top are rounded over. I used a 1/8" round over bit, but you can also use a 1/4" round over for as well.
Assembly




To assemble, I take the legs and braces and set them in place. I then use a clamp to hold the braces against the legs.
Before I drill my pilot holes through, I use a square to make sure the legs are square with the table.
I use a pilot/countersink bit with a 3/8" plug cutter to drill out the pilots.
A 1" screw is then inserted.
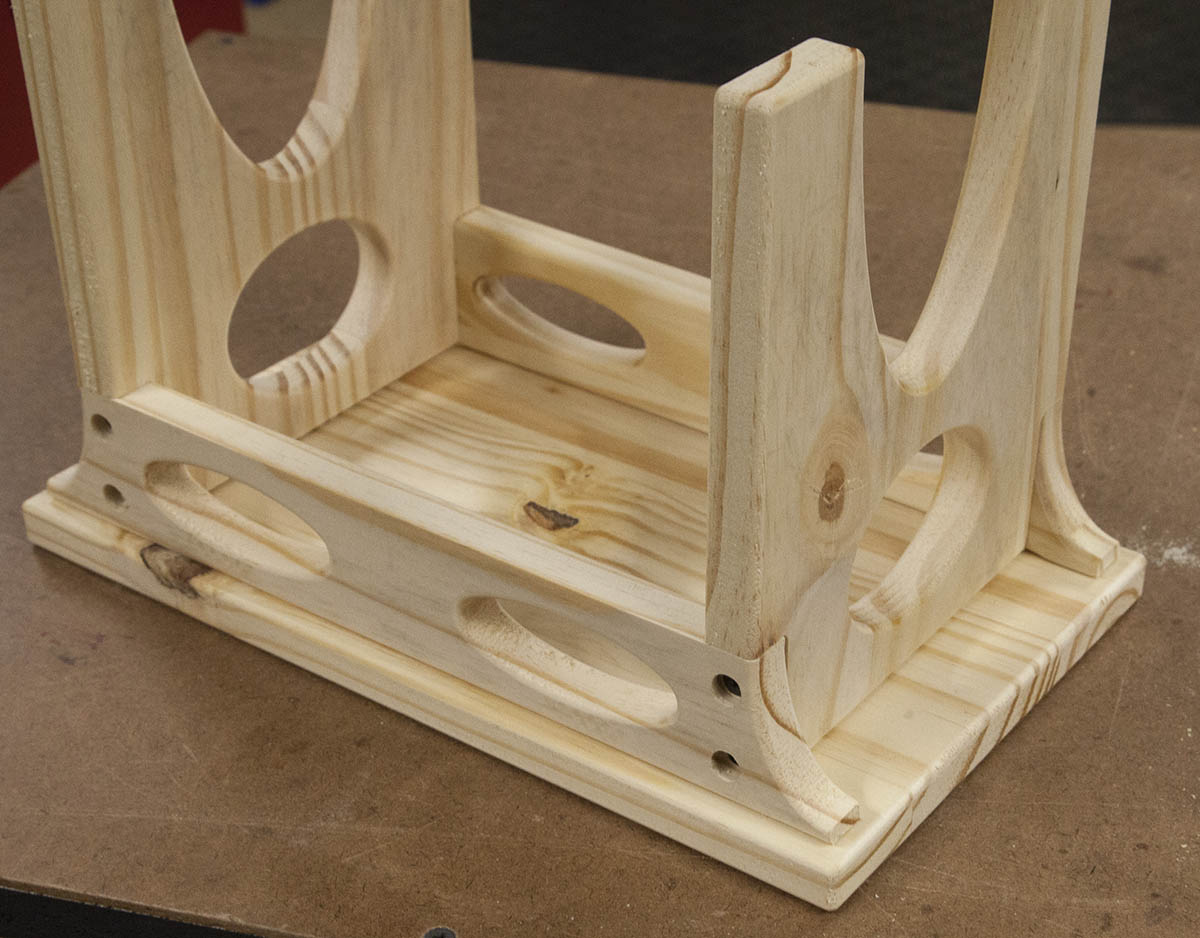


Place the leg/brace assembly on the top as shown. Hold in place with a couple small clamps and drill out the pilots.
Secure with 1" screws.


A little glue is added to the 3/8" plugs then inserted into the holes.
The plugs are cut flush and sanded.
I give the surfaces that have plugs, a rough 100 grit sanding to blend the plugs with the surface.
Painting



First, give the stool a good sanding with a fine sanding sponge. I use some 220 grit for the hard to reach places.
I recommend acrylic paint. I will use exterior acrylic paint applied with a small foam brush.
I going to give the stool a two tone paint job. First I give the stool two coats of the background color. Be sure to give the stool a good sanding after the first coat dries.







After a couple coats of the final color, I painted the carved name and boarder groove with some black acrylic paint.
I used a couple very small paint brushes for the task.
I then used a fine sanding sponge to remove a little paint from the edges.

You can remove more of the outer color if you like.
This was my first sanding attempt. I later went back and added the top color again and removed paint at the edges only.
Video
The Files
The drawing files provided contain Ai, DXF, EPS, and CRV formats. The CRV (Vcarve) files also included tool paths. If you are not using .68" stock you will need to make those changes to the Vcarve settings.
Please note that all parts combined in these drawing files. If you have a smaller CNC you will have to edit the files to create individual parts.
If you built one of the KRMx02 CNC you can down load the two Gcode files I used.
Please note the Gcode files are based on stock .68" thick and using a 1/8" and 1/4" router bits. Be sure to reference your bit to the top surface of your stock before you run each job.
Other Links



Don't have a CNC, check out building your own KRmx02: